
Il Punto Perfetto ha le seguenti caratteristiche:
- Il punto deve poter essere creato attraverso la gestione di tutte le caratteristiche: altezza, rilievo, spalla e conseguente stabilità.
- Il punto non deve cambiare a causa degli stress del processo di formatura: solvente, raschiamento delle spazzole e trattamenti termici.
- Un’ottima stampa dipende dalla qualità del cliché e non dal singolo operatore.
- I punti isolati e quelli nelle alte luci devono essere stabili, omogenei e stampabili senza il rischio di essere perduti a causa dei trattamenti di formatura.
- Allo stesso modo, le aree in negativo o percentuali più alte non devono chiudersi o sporcare la stampa, garantendo così lunghe tirature e minori fermi macchina.
- La superficie stampante del punto deve essere piatta.
Potenzialmente con l’incisione diretta al laser si eliminano tutte le possibili variabili esistenti in quanto – a differenza delle tecnologie tradizionali di produzione dei clichés – non sono più necessari i diversi step di esposizione, lavaggio, essiccazione, post-esposizione e finissaggio.
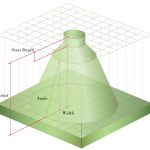
L’incisione Diretta Laser permette la creazione in modo tridimensionale del Punto Perfetto che mantiene le sue caratteristiche anche nelle future ripetizioni del cliché:

Tramite software infatti è possibile impostare:
- I valori di altezza del punto stampante;
- Il grado di inclinazione della spalla: Verticale, vicino alla parte stampante e inclinata dopo, per ottimizzare il controllo della stabilità del punto. Dimensioni minime: 10nm x 10nm = 0.5% in 80 l/cm
- Per evitare l’ingrossamento del punto, l’altezza può essere impostata in base alla percentuale di retino. Tale forma garantisce il massimo controllo del “Dot Gain” indipendentemente dalle abitudini dell’operatore.
- I valori impostati vengono memorizzati per poter essere riutilizzati nelle ripetizioni e garantire così UNA FORMA DA STAMPA IDENTICA, non solo simile alla precedente.
- La polvere rimanente viene rimossa tramite una fase di risciacquo con acqua e sapone senza effetti deformanti o dannosi per il punto formato.
- La struttura della lastra non risente delle diverse condizioni climatiche.
- La creazione di aree negative più aperte garantisce MINORI FERMI MACCHINA dovuti ai residui dell’accumulo di inchiostro e consente una maggiore pulizia del cliché.
- Grazie alla superficie stampante piatta del punto, il cliché così creato permette di effettuare un perfetto controllo strumentale qualitativo prima dell’invio in stampa.
.
Naturalmente non tutti gli impianti per l’incisione diretta al laser sono uguali e non tutti garantiscono gli stessi risultati.
Da diversi anni, Cristiano Bottazzini, responsabile tecnico Ditom, si occupa del progetto Incisione Diretta al Laser per Ditom e collabora con Lead Lasers, produttore olandese di macchine DLE (=Direct Laser Engraving) molto evolute.
Per ottenere la massima qualità nell’incisione diretta al laser è raccomandabile avere un impianto con alcune caratteristiche importanti:
- AVERE UN’UNICA SORGENTE LASER AD ALTA POTENZA consente di incidere le forme da stampa sia in polimero che elastomero in modo preciso e costante.
Questo sistema non richiede l’allineamento, problematica degli impianti che adottano sorgenti multiple (aspetto spesso critico soprattutto nella banda larga) e riesce a gestire risoluzioni fino a 3000 dpi senza rallentare il processo produttivo.
- ATTENZIONE ALLA CAMERA DI INCISIONE!
Le polveri seppur minime prodotte durante l’incisione possono depositarsi sulle superfici di contatto in movimento dando origine a vibrazioni.Per evitare queste problematiche, per esempio, gli impianti Lead Lasers muovono la sorgente laser scrivente all’esterno della camera di incisione che è sigillata e limita il movimento del cilindro alla sola rotazione eliminando così il rischio di vibrazione dovuta ai depositi di polvere.
- CALIBRAZIONE VELOCE DEI MATERIALI
Per avere il perfetto controllo del punto e riprodurlo fedelmente, Lead Lasers ha inserito Cal-Kwik che consente la calibrazione veloce dei vari materiali in modo automatico.
I dati memorizzati possono essere richiamati ogni qualvolta vi sia la necessità di incidere un determinato materiale.Insieme al controllo 3D del punto e alla ripetibilità fedele della forma da stampa, Cal-Kwik consente all’operatore di variare velocemente le impostazioni dei vari materiali da incidere: sleeves in vari elastomeri o resina liquida, lastre flexo in elastomero e polimero, lastre dry-offset in elastomero e polimero, lastre letterpress e serigrafia in curvo.
E’ bene precisare che l’incisione diretta NON è solo utile per la lavorazione delle sleeves ma anche per l’incisione di lastre flessografiche e tipografiche.
Nell’era dell’In The Round (ITR), con i benefici del gearless, bisogna pensare ai vantaggi di forme da stampa in curvo: l’eliminazione dei tempi e dei costi per montaggi e montaclichés, l’azzeramento dei tempi di messa a registro in macchina e l’aumento della velocità di stampa.
Per questa ultima esigenza, Lead Lasers, ha sviluppato un software aggiuntivo che consente di bilanciare la manica leggendone il disegno e calcolando quali zone “svuotare” per far si che il bilanciamento renda le effettive velocità dichiarate dalle aziende costruttrici di macchine da stampa. Lampante è la prova fatta da Fischer & Krecker utilizzando maniche incise e bilanciate da impianto Lead Lasers che ha raggiunto i 1000 metri al minuto in fase di stampa.
Segnaliamo ulteriori articoli sull’argomento:
- Articolo Converting Magazine, “Il punto perfetto”
- Articolo Converter, “Il perfetto controllo del punto”
- Rassegna grafica, “Sleeve in elastomero ed incisione diretta“

Incisione Diretta Laser per la produzione di sleeve e lastre
produzione maniche e lastre in gomma Incisione Diretta Laser Rappresentiamo la Lead Lasers BV, produttore Olandese leader nella produzione di macchine per l’incisione diretta al laser.L’unica

Ditom & Associazione Tecnica Italiana per la Flessografia
ATIF, punto di Riferimento per la flessografia italiana ATIF è l’associazione tecnica di riferimento per le aziende italiane che operano nell’ambito della stampa flessografica e

C. Bottazzini,”Qualità, ripetibilità e riduzione dei costi”
Il suo motto è: “Qualità, ripetibilità e riduzione dei costi” Focus su Cristiano Bottazzini,responsabile tecnico del reparto R&D di Ditom da diversi anni. Cristiano Bottazzini